���а�װ������/�ܷ��Լ�ⷽ��
���а�װ������/�ܷ��Լ�ⷽ��
����Ŀǰ�����ڰ�װ������/�ܷ��Է���ļ�����ҪΪGB/T 15171-1994������װ���ܷ��������鷽������ͨ���Լ������������ҳ���գ�ʹ���������ˮ�е�������������ѹ��۲���������������������������ڳ���պ���ձ����ڼ������������ݲ������������ܷ��Ժϸ�ͨ��������ҳ���գ�ʹ������������ѹ�ͨ���۲��������ͼ��ͷ���պ�������״�ָ�������ж��������ܷ����ܡ�
���з�����ȱ��
����������ͳˮ�취���ȶ����ֱ��Լ20��©�ף���ô20�����µ�©���װ���ܷ��Ժ����������������ʲôӰ���أ�ͼ1��ͼ2�����˴𰸡�
����ͼ1�У����ǿ��Է���1E-3mabr.L/S(0.001mbar.L/S)��й©�ʴ�Լ��Ӧ����6~10um�ҵ�©������ͼ2�У���й©������100������ʹ��װ�ڵ����������ӽӽ�0%����1.8%������1E-1mabr.L/s����0.1mabr.L/Sй©�ʣ�Լ70um������£�����������1������ʱ�����0������2.5%�������ܷ�Ҫ��Ϊ�ϸ��ҩƷ��װ��������ˮ�취��������20�����¿���©����ɵ�������ˮ���������룬�Ӷ�����ҩƷ�ڱ������ڳ��������ӱ䡣��ˣ�ˮ�취ԶԶ���㲻��ҩƷ��װ���ܷ������ʿ�Ҫ��
ͼ1��й©����й©�ʵ������
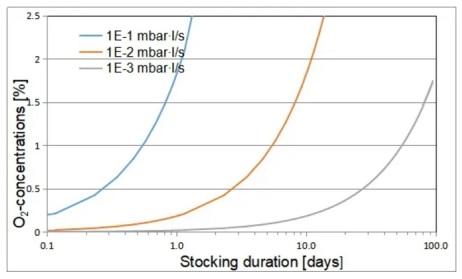 ͼ2��й©�ʡ��洢ʱ�����װ������������ϵ
ͼ2��й©�ʡ��洢ʱ�����װ������������ϵ
����*��Ҳ��*������ȱ�㣬����ˮ�취���ƻ��Է��������о���ˮ���Ե���Ʒ���ܺϸ�����������ۣ����������Ʒ��ɺܴ���˷ѣ������Ǽ۸��ҩƷ��
���½�������������˥�����ܷ��Բ���
������ǰŷ���ȷ�����Ҹ��������ܷ��Լ�ⷽ���Ѿ��㷺Ӧ����ҩƷ��װ�ܷ��Լ�⣬���У����˥�����������ܷ��Լ����ͨ�ý����������ԭ��������ͨ���Բ����ҳ������Ŀ��ѹǿ���Ӷ��ڰ�װ���������֮���Ӫ��ѹ������ڴ˻����У���������װ�ϵ�С©��ɢ�ݲ���ӯ�ڲ������У����²�������ѹǿ������������֪ѹ�ʱ���� ��ѹǿ���������ɼ����©�ʡ�
Labthink�������˥�����ܷ�������
��������
����ֱ��1��©�ף���ҵ��*�Ͳ������ޣ���������ѯ��
�Ϲ���
����ASTM���й�GMP������ҩ�䡢FDA��
�������ȡ����ظ��ԡ����ȶ���
| ���������ѹ��˫��������ԭ�������������⣬ʹ����ظ����ڲ��Խ������Զ����ɵ����ļ�
| ���ܵ�ѹ������ϵͳ�����Ծ��ȴ������
| ��������*���ҽ��ڵ�����Ԫ��������ѹ���������������ȶ��ɿ�
| �ṩKPa��psi��mbar��mmHg�ȶ������鵥λ
| �����������С�������ͣ�����Ⱦ�ȶ����ص�
| �������ø߾��������ƣ�������֤�������ԣ����������Ϳ��Խ��м�������֤
ȫ�´��ز���ϵͳ
| һ��ʽ������ֱ�۵IJ������棬��Զ��������ά��
| ��ա����Ժ�����ʱ��ɵ����洢�����ݿ��У���֤����������һ����
| ��������ʵʱ��ʾ����������ͳ�ƣ�������ٲ鿴�����
| ���������Զ��洢�������Զ����书��
| ��ʷ���ݿɽ��п��ٲ鿴����ӡ
| ��ӡ����USBͨ�����ݽӿڣ�������������ʹ��ݣ���ѡ��
| �༶�û�Ȩ�����������¼
| ������������GMPҩƷ�������������淶
��������
1���������������ǻ�壬�����趨����նȶԲ���ǻ���г���ա��ڳ���սΣ����2����ָ���ij����ʱ���ڣ�ʵ����ն����ﵽ�ο���նȣ���ô��װ�д�©��
3���ڱ�ѹ�Σ������ָ���ı�ѹʱ���ڣ�ʵ����ն����ﵽ�ο���նȣ���ô��װ����©��
�ڲ��ԽΣ����ʵ�����˥�p��ֵ���ڲο����˥�p��ֵ����ô��װ��©��
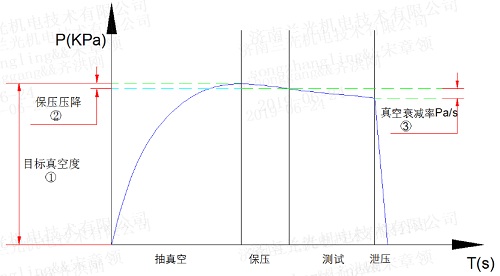 �������̲���ʾ��ͼ
�������̲���ʾ��ͼ
����ƿ�����ƿ����Һƿ������ƿ��Ԥ���롢��Һ����
ע��Labthinkʼ�������ڲ�Ʒ���ܺ��ܵĴ��¼��Ľ������ڸ�ԭ��Ʒ������������Ӧ�ı䡣�������ˡ������֪ͨ�����ɵ�¼�������˾��վ��ȡ*����Ϣ������˾������Ȩ��*�ս���Ȩ��
 ɨһɨ���ֻ����
ɨһɨ���ֻ����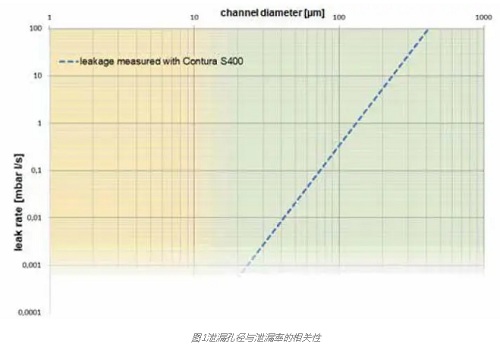 ͼ1��й©����й©�ʵ������������Σ�ˮ�취����һ��ȱ���Dz��Խ������������й©ֵ����ͨ���˹�Ŀ���Ƿ�����������ݵķ�ʽ�ж��ܷ�Ч���������������֣�����ΪӰ��ϴ�
ͼ1��й©����й©�ʵ������������Σ�ˮ�취����һ��ȱ���Dz��Խ������������й©ֵ����ͨ���˹�Ŀ���Ƿ�����������ݵķ�ʽ�ж��ܷ�Ч���������������֣�����ΪӰ��ϴ�