 扫一扫,手机浏览
扫一扫,手机浏览
- 技术文章
真空包装的真空度验证测试方法
2015-11-26 10:19:43 来源:济南兰光机电技术有限真空包装(vacuum packaging),是将包装容器内的空气全部抽出密封,维持袋内处于高度减压状态,空气稀少相当于低氧效果,使微生物没有生存条件,以达到内容物保质的目的。真空包装技术起源于20世纪40年代。自1950年聚酯、聚乙烯塑料薄膜成功应用于商品包装以来,真空包装技术也得到迅速发展。真空包装的主要作用是除氧,以有利于防止食品变质,其原理也比较简单,因食品霉腐变质主要由微生物的活动造成,而大多数微生物(如霉菌和酵母菌)的生存是需要氧气的,而真空包装就是运用这个原理,把包装袋内和食品细胞内的氧气抽掉,使微生物失去“生存的环境”。真空除氧除了抑制微生物的生长和繁殖外,另一个重要功能是防止食品氧化,因油脂类食品中含有大量不饱和脂肪酸,受氧的作用而氧化,使食品变味、变质,此外,氧化还使维生素A和C损失,食品色素中的不稳定物质受氧的作用,使颜色变暗。所以,除氧还能有效地防止食品变质,保持其色、香、味及营养价值。然而,已经完成的真空包装成品,在不破坏包装的前提下,我们怎样判断包装的真空度是否合格?如何得到包装内残留有多少氧气含量呢?目前,国内尚无针对真空包装内氧气残留量的检测标准。济南兰光机电技术有限公司自主研发了一款真空包装残氧仪,可用于此项测试,测试情况如下:测试设备:RGT-01真空包装残氧仪。测试原理:采用的是压差法与液位分析技术相结合的原理。测试方法:试验中,首先将真空室内腔注满水,盖上密封板,然后在计量筒内缓慢的注水至指定的区域,盖好上盖,压紧密封板,同时对试验腔进行抽真空至试样膨胀,*后通过液位分析及相关计算,得出包装袋内残余的气体量。济南兰光包装安全检测中心从市场上随机购买的4袋真空包装产品,他们的氧气残留量结果分析如下: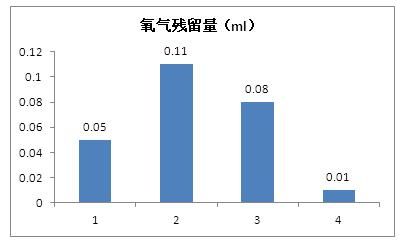 济南兰光机电技术有限公司包装安全检测中心一直致力于为全球客户提供*的材料物理性能检测方案与服务,在实际检测中积累了大量的宝贵经验与数据。如有相关产品质量问题或欲了解更多检测详情,欢迎致电或可发送邮件,将您在生产、运输、销售等各个环节中易出现的产品质量问题进行咨询,我们将竭诚为您提供技术服务。
济南兰光机电技术有限公司包装安全检测中心一直致力于为全球客户提供*的材料物理性能检测方案与服务,在实际检测中积累了大量的宝贵经验与数据。如有相关产品质量问题或欲了解更多检测详情,欢迎致电或可发送邮件,将您在生产、运输、销售等各个环节中易出现的产品质量问题进行咨询,我们将竭诚为您提供技术服务。








-
产品分类
-
医疗医用产品检测仪器
-
塑料包装检测仪器
-
食品包装检测仪器
-
药品包装材料检测仪器
-
气体透过率测试仪
-
水蒸气透过率测定仪
-
透氧仪/透氧性测试仪
-
透湿性测试仪
-
迁移量及不挥发物测定仪
-
蒸发残渣检测仪
-
智能电子拉力试验机
-
测厚仪
-
热封与热粘
-
摩擦系数仪
-
泄漏与密封测试仪
-
剥离强度试验机
-
纸箱抗压强度试验机
-
塑料中空制品抗压试验机
-
瓶盖扭矩仪
-
安瓿瓶折断力测试仪
-
顶空气体分析仪
-
撕裂度仪
-
热收缩率试验仪
-
酱料包抗压试验仪
-
揉搓试验仪
-
落镖式冲击试验机
-
落球冲击试验机
-
摆锤式冲击试验机
-
粘性测试仪器
-
墨层牢度、耐磨性
-
智能耐破度测试仪
-
色彩对比标准光源
-
铝箔针孔度测试仪
-
透气度测试仪
-
雾化性试验仪
-
气相色谱仪
-
智能型反压高温蒸煮锅
-
工业品检测仪器
-
建筑建材检测仪器
-
汽车非金属材料检测仪器
-
透气性测试标准膜片
-
其他合作产品
-
-
产品搜索
-
推荐相册
-

太阳能薄膜电池检测仪器
5张图片 -

药包材检测仪器
31张图片 -

塑料包装检测仪器
48张图片 -

汽车非金属材料检测仪器
4张图片
-